作者:郝 领 航
H型钢是钢结构工业厂房,汽车立体车库、大型桥梁等常用型材,H钢的加工一般来讲需要进行钢板切割、焊接和打孔三道工艺,对钢板的切割,只需使用数控火焰切割机或等离子切割机便可完成,而钢板的焊接,使用简单的直缝焊机就可以完成,而对于H钢的打孔来说目前应有五种机械可以用于打孔,下面,本文将对这五种机械逐一做一介绍:
一、手提式磁力钻
磁力钻又称磁座钻、磁铁钻、磁性钻或吸铁钻等,磁力钻由于体积小、重量轻且方移动方便,因此手提式磁力钻是现在H钢打孔的常用打孔机械,根据钻孔孔径大小不同,所需磁力钻的大小、重量亦有不同,一般来说,磁力钻的重量在10—40kg之间,钻孔大小可在3—30mm之间,而钻孔深度可以达到40mm左右,如果按照孔径20mm及深度12mm钻孔计算的话,磁力钻每分钟可连续钻孔约50个,每台磁力钻价格大约在7000元左右。请看下图:

一、数控龙门钻床
数控龙门钻床由于采用程序控制,其钻孔时不需要像手提式磁力钻钻孔那样,需要提前进行划线定位或打定位孔,因此其钻孔速度要快于磁力钻,并且由于数控龙门钻床体积大,更适合加工孔径较大的孔,但由于龙门钻床体积、重量都较大而不方便移动,因此,在进行钻孔时,需要将H钢搬运至龙门钻床的操作平台上再进行固定后才能进行钻孔作业。由于受龙门钻床作业平台的限制,一个平台上可能放置的H钢数量有限,如果按照孔径20mm及深度12mm钻孔计算的话,龙门钻床每分钟可连续钻孔约50个,每台数控龙门钻床价格大约在60万元左右,请看下图:

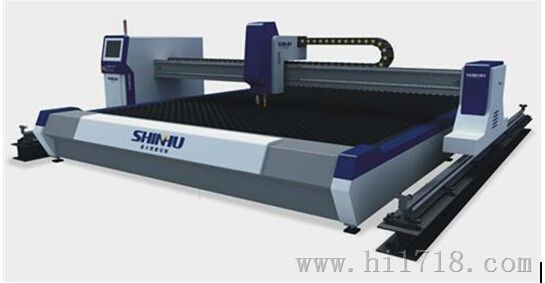
一、等离子切割机
数控等离子切割机是以压缩空气为工作气体, 以高温高速的等离子弧为热源,将被切割的金属局部熔化、并同时用高速气流将已熔化的金属吹走,形成狭窄切缝。等离子切割机也是在H钢打孔加工中使用的工具之一,等离子切割相对于钻孔来讲速度要快得多,但是,由于等离子切割机体积大而不方便移动,因此,在进行H钢结构时,也需要将H钢搬运到作业平台上才能进行割孔作业,而受作业平台的限制,一个平台上可能放置的H钢数量也很有限,如果按照孔径20mm及深度12mm钻孔计算的话,等离子切割机每分钟可连续割孔150个左右,此规格等离子切割机价格每台大约在12万元左右,请看下图: